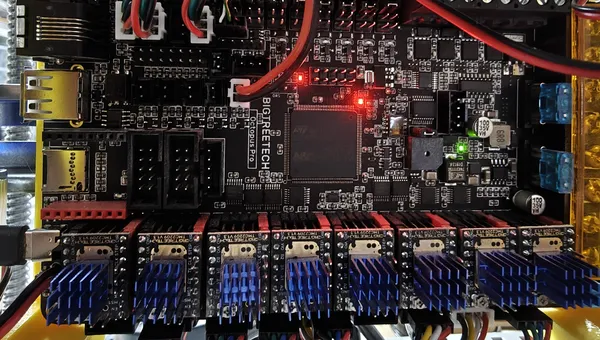
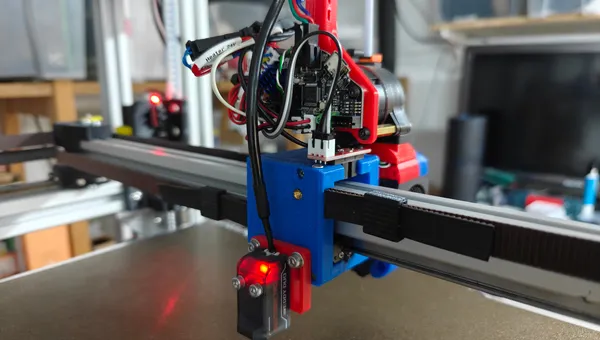
Dieser Umbau läuft an einem CoreXY-Eigenbau mit Dragon-Burner-Toolhead, LDO Orbiter v2 (Direct Drive) und BTT Octopus 1.1 (24 V). Alle Schritte am Hotend nur am stromlosen Drucker. Nach dem Hotend-Wechsel ändert sich der Z-Offset – also hinterher neu einmessen (siehe meinen Eddy-/descend_z-Artikel).
Warum überhaupt High-Flow?
Die entscheidende Größe ist der Volumenstrom in mm³/s – wie viel geschmolzenes Filament die Düse pro Sekunde ausgeben kann. Ein klassisches V6-artiges Hotend liegt grob bei 10–15 mm³/s, dann beginnt Unterextrusion. Ein High-Flow-Heatblock wie der Rapido 2F hat eine längere Schmelzzone und schafft deutlich mehr.
Das bringt aber nur etwas, wenn du den Volumenstrom auch abrufst: große Düsen (0,6/0,8 mm), hohe Druckgeschwindigkeit, dicke Schichten, große Teile. Bei kleinen Detailteilen mit 0,4 mm und moderatem Speed merkst du den Unterschied kaum – dann ist der Umbau eher Zukunftsinvestition als Sofort-Gewinn.
Mein Setup
CoreXY-Eigenbau mit Dragon-Burner-Toolhead und LDO Orbiter v2 als Direct-Drive-Extruder, dazu BTT Octopus 1.1 (24 V). Der Dragon Burner ist modular: je nach Front nimmt er verschiedene Hotends auf – ich fahre die Rapido-2F-Variante (High-Flow, PT1000, bis 300 °C). Wichtig vor dem Kauf/Druck: die zum Hotend passende Dragon-Burner-Front wählen, sonst sitzt der Rapido mechanisch nicht richtig.
Montage
- Drucker stromlos, altes Hotend aus der Dragon-Burner-Front lösen (Heizpatrone + Fühler abklemmen).
- Rapido 2F in die passende Front setzen – planer Sitz, korrekte Höhe zur Düse und zum Bauteillüfter. Der Orbiter v2 sitzt als Direct Drive direkt darüber: auf kurze, saubere Filamentführung achten.
- Silikonsocke drauf: stabilere Temperatur, sauberer Heatblock.
- Bauteilkühlung ausrichten, Kabel mit Zugentlastung verlegen – die dünnen PT1000-Adern brechen sonst mit der Zeit.
PT1000 statt Thermistor verkabeln
Der größte Konfig-Unterschied: der Rapido nutzt einen PT1000, keinen NTC-Thermistor. Am Octopus klemmst du ihn an einen Temperatur-Port (z. B. T0). Polung ist egal – ein PT1000 ist ein simpler Widerstand. In Klipper setzt du sensor_type: PT1000 und nutzt den Onboard-4,7-k-Pullup per pullup_resistor: 4700.
Ehrlicher Hinweis: Mit dem 4,7-k-Pullup ist die Auflösung bei hohen Temperaturen etwas gröber. Für den Alltag reicht das locker; wer es genauer mag, nutzt den dedizierten PT1000-Pullup-Mod des Boards oder einen Verstärker. Die Heizpatrone kommt an HE0.
[extruder]
# LDO Orbiter v2 (Direct Drive) - Werte fuer deinen Aufbau kalibrieren
rotation_distance: 4.7 # Orbiter v2 Startwert -> mit Mess-Test feinjustieren
microsteps: 16
nozzle_diameter: 0.400
filament_diameter: 1.750
heater_pin: PA2 # HE0 am Octopus 1.1
sensor_type: PT1000
sensor_pin: PF4 # Temp-Port T0 am Octopus 1.1
pullup_resistor: 4700 # nutzt den Onboard-4,7k-Pullup
min_temp: 0
max_temp: 300 # Rapido 2F ist bis 300 C spezifiziert
max_power: 1.0
min_extrude_temp: 190
pressure_advance: 0.03 # Direct Drive -> kleiner Startwert, unten kalibrieren
# control:/pid_* kommen automatisch aus PID_CALIBRATE -> SAVE_CONFIGPID-Tuning zuerst
Neues Hotend, neue Heizpatrone, neue Masse – also vor dem ersten echten Druck PID neu kalibrieren, sonst schwankt die Temperatur. In der Klipper-Konsole:
PID_CALIBRATE HEATER=extruder TARGET=240
SAVE_CONFIG # schreibt control: pid + pid_Kp/Ki/Kd in die printer.cfgEchten Volumenstrom finden
Verlass dich nicht auf die Hersteller-Zahl – dein realer Volumenstrom hängt von Filament, Temperatur und Düse ab. Die einfachste Methode über die Konsole: bei Drucktemperatur in festen Schritten extrudieren und hören, ab wann der Orbiter klackt oder unterextrudiert.
# Hotend auf Drucktemperatur (z. B. 240 C), dann:
M83 # relative Extrusion
# Feedrate F[mm/min] = Volumenstrom[mm^3/s] / 2.405 * 60 (1,75 mm)
G1 E50 F360 # ~15 mm^3/s -> noch sauber?
G1 E50 F480 # ~20 mm^3/s -> noch sauber?
G1 E50 F600 # ~25 mm^3/s -> klackt es?
# Erste Rate mit Klacken/Unterextrusion = Grenze. Nutzbar: ~ -10 %.Den ermittelten Wert trägst du im Slicer als max. Volumenstrom (mm³/s) ein – das deckelt die Geschwindigkeit automatisch, egal welches Speed-Profil. Meinen konkreten Wert reiche ich nach, sobald ich über mehrere Filamente gemittelt habe. Passend dazu die Limits in Klipper anheben, damit lange Extrusionen nicht abgewürgt werden:
[extruder]
max_extrude_only_distance: 150
max_extrude_only_velocity: 120 # zum hoeheren Volumenstrom passend
max_extrude_cross_section: 5 # groessere Linienquerschnitte zulassenPressure Advance neu kalibrieren
Anderes Hotend, anderes Heatbreak, anderer Schmelzdruck – dein alter Pressure-Advance-Wert stimmt nicht mehr. Beim Orbiter v2 als Direct Drive liegen die Werte ohnehin niedrig (grob 0,01–0,05), anders als bei Bowden. Am schnellsten geht der Klipper-Tuning-Tower:
# PA-Tower drucken (langsames + schnelles Segment im Modell):
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.002
# Schoenste Hoehe ablesen -> PA = Hoehe_in_mm * FACTOR
SET_PRESSURE_ADVANCE ADVANCE=0.03
# besten Wert dann in [extruder] pressure_advance eintragenWas ich weggelassen habe
- Filament-spezifischer Flow: PETG und PLA verhalten sich unterschiedlich – ein Wert für alles ist Pragmatismus, kein Optimum.
- Z-Offset & Bed-Mesh: nach dem Hotend-Wechsel neu – dazu mein Eddy-Artikel und das Firmware-Update.
- Input Shaping: eigenes Thema – lohnt sich, sobald du dank High-Flow wirklich schneller druckst.
- Die konkrete mm³/s-Zahl: kommt nach sauberem Mehrfach-Test, statt sie jetzt zu raten.
Fazit
Der Rapido 2F ist kein Plug-and-Play-Wunder, aber ein ehrlicher Gewinn, sobald du große Düsen oder hohe Geschwindigkeiten fährst. Der eigentliche Aufwand steckt nicht in der Montage, sondern in der Kalibrierung: PID, Volumenstrom, Pressure Advance. Wer die drei Schritte sauber macht, holt das Plus an Flow auch wirklich auf die Platte.
Anzeige · Affiliate-Link – kaufst du darüber, erhalte ich ggf. eine Provision. Für dich ändert sich am Preis nichts.

Anzeige · Affiliate-Link – kaufst du darüber, erhalte ich ggf. eine Provision. Für dich ändert sich am Preis nichts.